
+86-574-27861869
| 浅析如何设计塑料模具 |
|
● 黑斑 当注射浅颜色的塑料树脂时,可能有明显的斑点或斑点嵌入在该化合物中的深色材料中。这些是由塑料材料、塑料注塑机内的污染或加工时的一般环境引起的。实际上,在任何情况下,这些都是不可能避免的。 |
 |
|
● 脱模角度 脱模角度是为了方便出模而在模膛两侧设计的斜度,通常与模具开口的方向平行。我们可以根据零件的几何形状推荐不同的角度。需要有一个角度来确保这些特征在打开时不会刮掉或抓住模具壁。 |
 |
|
● 顶针痕迹 顶整只是放置在模具内的关键位置的金属棒。当注射周期完成,工具打开时,顶针从模具腔中伸出,并帮助将现在完成的零件推离。它们是许多模具设计的必要部分,但它们会在零件上留下相应的浅圆形标记。因此,必须仔细选择顶针位置,以免对零件的配合和光洁度产生不利影响。 |
 |
|
● 浇口痕迹 浇口标志 浇口是将液体塑料注射到模具工具腔中的喷嘴。这个区域将在完成的部分上留下相应的标记。因此,最好的做法是在不影响配合和完成的地方找到这个标记,但这必须在设计模具之前达成一致。 |
 |
|
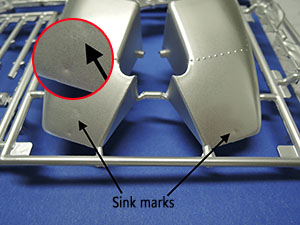
● 不匹配 一些塑料注射部件由两个接合部分形成,它们在分型线上接合。如果这些对应的部分不完全对准,结果部分会有轻微的失配。假如一个完美的匹配无法完成,这个区域可以稍后通过砂磨和抛光重新加工,或者不匹配可以隐藏在喷漆或表面纹理,如喷砂。 |
 |
|
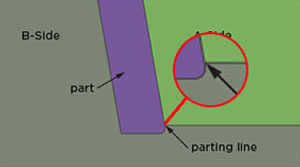
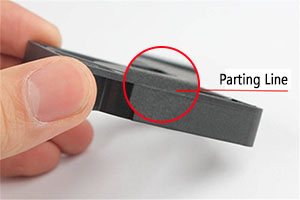
● 分型线 这是一个线,其中两个半部的模具工具分开,以释放部分从一个大的空腔。一个标记将被留在部分上,这是不可避免的。如果可能的话,应该注意隐藏这条线,或者把它放在整体的几何形状或最终设计中。这条线也可以通过后处理来隐藏,例如用喷漆、砂光或喷砂。比起光泽的表面纹理,粗糙的表面纹理往往会更容易隐藏分界线。 |
 |
|
●公差与收缩 所有的塑料树脂都有不同的收缩量,这必须在零件和模具工具的设计中加以考虑。这种偏离标称的偏差在不同的区域会有不同的结果,例如在螺纹、孔、平面等上。 |
 |
|
● 熔接线 熔接线是流动的液态塑料的两个单独通道在模具腔中相遇和凝固的区域。汇聚时因为料头热量损失,融合处所产生的痕迹。在许多情况下,熔接线可能是不可避免的。,通过改善接触点的排气或调节熔体温度,可以将它们最小化到可接受的程度。粗糙的表面纹理将有助于伪装熔接线。 |
 |
| 期待与您真诚的合作 |